多層PCB板焊錫解決方案2018- 04-03 14:05
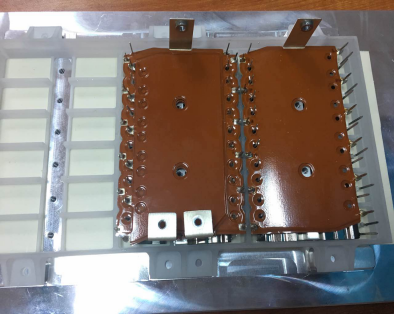
1.產(chǎn)品說明
3層銅板+1層PCB板焊接,下面3層銅板(18焊點)+PCB板(18焊點)均采用點焊�����。
2.組裝流程
元器件→裝第一塊銅板→焊接1→裝第2���,3塊銅板→焊接2→組裝PCB板→焊接3
工藝要求
焊點品質要求:
A����、無空洞區(qū)域或表面瑕疵�����;
B、引腳與焊盤潤濕良好�����;
C��、引腳形狀可辨識��;
D����、引腳周圍正面要求有100%有焊錫覆蓋;
E���、穿孔焊料填充程度要求達到100%�����;
F���、無虛焊、假焊�、針孔氣孔、錫渣、錫珠���、錫尖��、裂痕�、未焊透�、短路、焊盤脫離��、金黃色瘢痕焊點����、管腳彎曲等不良情況��;
焊接時間:
單點焊接時間:3-5s/點
其他:
A.焊接過程中不能干涉其他部件����;
B.產(chǎn)品不可返修,品質要求第一�;
C.焊接產(chǎn)品可追溯;
D.高性價比�����。
解決方案
4.焊點品質
A.經(jīng)測試����,銅板散熱特別快�����,普通小功率烙鐵頭無法滿足要求����,采用weller200W大功率熱導技術���,加weller預熱平臺才能保準焊接品質���;
B.錫的活性高要求助焊劑含量3.0%左右,有效提高錫的流動性及透錫度有效提高生產(chǎn)效率及品質����。避免露焊盤及透錫不均現(xiàn)象;
C.焊盤及引腳表面避免氧化及污染避免焊錫過程中焊盤及引腳與錫有效分子結合���。
5.輔助夾具
A.夾具采進口高密度電木材料且防靜電����,用精雕設備一次成型加工完成,有效保證夾具精度�����。
B.有到位計時器保障預熱時間�,從而有效保準預熱后產(chǎn)品表面溫度。
6.烙鐵頭
決定焊頭使用壽命的因素:焊頭結構型狀.鍍層致密度.使用溫度.錫線的腐蝕程度.焊點時間等多方面因素���。一般國產(chǎn)保證在3W點以上.進口的是6W點以上�����。(360度溫度.Sn/Ag/Cu錫線含3.0%助焊劑)��。
為了項目順利進行��,根據(jù)產(chǎn)品結構及設備特性建議針對產(chǎn)品及焊錫材料進行如下更改:
1.產(chǎn)品組裝完成后,PIN到外殼的相對位置一致性誤差<0.2mm����;
2.建議配CCD視覺定位系統(tǒng),提高精度���;
3.量產(chǎn)時����,銅板固定不能有晃動,翹曲高度<0.5mm;
4.所有元器件耐高溫性能:≥180℃����。